
Характеристики и описание
- Производитель
- Страна производительКитай
- Дополнительный сервисСервисное обслуживание
- СостояниеНовое
| Модель | NPL-330H |
| Пильная каретка | |
| Максимальный размер обрабатываемого материала, мм | 3300 х 2200 |
| Высота реза, мм | 128 |
| Скорость хода пильного узла | |
| Подача, м/мин | 8 - 100 |
| Холостой ход, м/мин | 100 |
| Диаметр основной пилы, мм | 460 |
| Диаметр посадочного отверстия основной пилы, мм | 60 |
| Диаметр подрезной пилы, мм | 180 |
| Диаметр посадочного отверстия подрезной пилы, мм | 45 |
| Частота вращения основной пилы, об/мин | 4800 |
| Частота вращения подрезной пилы, об/мин | 6500 |
| Мощность электродвигателя привода основной пилы, кВт | 15 |
| Мощность электродвигателя привода подрезной пилы, кВт | 2,2 |
| Мощность электродвигателя подачи пильной каретки, кВт | 1 |
| Толкатель | |
| Скорость хода толкателя, м/мин | 80 |
| Точность позиционирования заготовки, мм | 0,1 |
| Мощность электродвигателя подачи толкателя, кВт | 2 |
| Аспирационная система | |
| Скорость воздушного потока, м/с | 30 ÷ 40 |
| Диаметр аспирационных патрубков, мм | 100; 120 |
| Пневматическая система | |
| Рабочее давление пневматической системы, Бар | 5 ÷ 7 |
| Общие характеристики | |
| Ход бокового прижима, мм | 50 ÷ 1500 |
| Высота рабочих столов, мм | 980 |
| Установленная мощность, кВт | 34,3 |
| Габаритные размеры | |
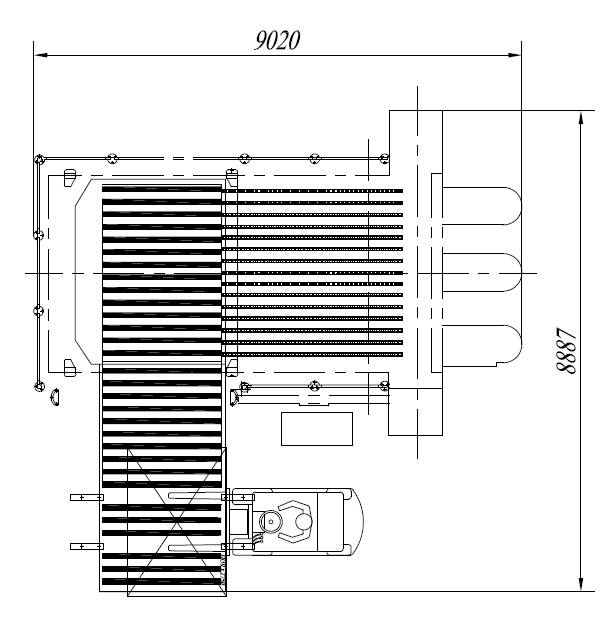
| Длина, мм | 9020 |
| Ширина, мм | 8887 |
| Высота, мм | 1810 |
| Вес, кг | 7500 |
НАЗНАЧЕНИЕ:
Станок индустриального класса, предназначен для раскроя пакетов плитных материалов в условиях среднесерийного и крупносерийного производств.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Станки используются в условиях крупносерийного и массового производства для изготовления корпусной мебели.
СХЕМА ОБРАБОТКИ:

ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ:
- Максимальная высота пропила: 128 мм;
- Управление станком осуществляется с ЖК-дисплея (система «Touch screen»);
- Широкие возможности системы с ЧПУ производства компании «SIEMENS»;
- Толкатель заготовок оснащен восемью пневматическими зажимами;
- Высокоточные направляющие изготовлены в Швейцарии;
- Увеличена скорость холостого хода пильного узла, что непосредственно влияет на производительность станка;
- Передние подающие столы оснащены воздушной подушкой, что облегчает перемещение деталей в зону обработки;
- В целом система не требует технического ухода и очень проста в обслуживании;
- Перемещение толкателя производится за счет серводвигателя производства компании PANASONIC, что гарантирует параллельность хода программируемого толкателя;
- Воздушные столы (кроме первого) подвижные, что обеспечивает индивидуальную настройку столов под конкретные карты раскроя.
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
|
|
Станина Станина выполнена из сверхпрочной стали и установлена на устойчивые опоры, что гарантирует жесткость и предотвращает прогиб конструкции, а также обеспечивает точный пропил в процессе работы. Нагрузки, воздействующие на станину, были математически рассчитаны при проектировании, вследствие чего определено, что подобная конструкция не имеет критических точек на прогиб и кручение. Круглые цилиндрические направляющие изготовлены из закалённой стали. Взаимное расположение станины и направляющих позволяет распределить вес пильной каретки таким образом, чтобы исключить возможные прогибы, которые отрицательно сказываются на качестве раскроя. |
|
|
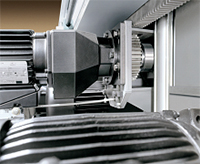
Пильная каретка Пильная каретка оснащена основной и подрезной пилой и базируется на прочной стальной конструкции. Привод пил осуществляется от отдельных двигателей. Пильная каретка перемещается при помощи шестерни-рейки. На сегодняшний момент это самый надежный и точный способ перемещения пильной каретки. Движение каретки и максимальная скорость (до 100 м/мин) достигается за счет бесщеточного сервомотора PANASONIC. Крепление дисковых пил осуществляется вне рабочей зоны станка при помощи зажимных фланцев с механической системой блокировки. |
|
|
Толкатель и зажимы Мощный толкатель предназначен для точного и быстрого позиционирования плит ДСтП. Толкатель оснащен восемью захватами (зажимами).Для деликатной ,но в то же время надежной фиксации плит, зажимы имеют двухпальцевую конструкцию Они обеспечивают прочный захват пакета ДСтП. Захваты позволяют выталкивать стопу раскроенных плит за линию раскроя, что облегчает их перемещение и выгрузку.
|
|
|
Плоские направляющие Перемещение толкателя осуществляется по плоским, износостойким направляющим при помощи круглых металлических роликов с пылезащищенными подшипниками. Данная конструкция обеспечивает равномерность перемещения толкателя. |
|
|
Перемещение толкателя Параллельность перемещения толкателя относительно рабочего стола обеспечивается за счет торсионного вала, соединенного с шестерней и зубчатой рейкой. |
|
|
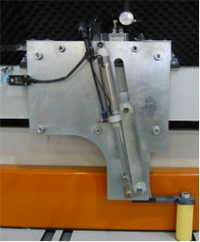
Прижимная балка (верхний прижим) Привод верхнего прижима (прижимная балка) осуществляется от двух пневмоцилиндров, что обеспечивает жесткий и равномерный зажим плит ДСтП во время раскроя. Параллельность перемещения прижимной балки относительно рабочего стола обеспечивается за счет торсионного вала, соединенного с шестерней и зубчатой рейкой. |
|
|
Боковой прижим Боковой прижим предназначен для бокового выравнивания деталей, чтобы гарантировать нахождение детали под прямым углом к плоскости резания. Выравнивание выполняется с помощью обрезиненного ролика и полностью автоматизировано. Его перемещение управляется системой ЧПУ в соответствии с шириной выравниваемых плит и связано непосредственно с рабочим циклом станка. |
|
|
Рабочие загрузочные столы Передняя часть станка оснащена загрузочными столами с воздушной подушкой. Столы предназначены для загрузки плит ДСтП и выгрузки деталей и срезков, а так же для разворота пакета ДСП из продольного в поперечное положение по отношению к рабочей области станка. Легкое передвижение деталей по столам происходит за счет потока воздуха, подаваемого специальным электровентилятором через отверстия в верхней части стола, тем самым исключается возможное появление царапин на нижней поверхности детали. |
|
|
Узел подготовки воздуха пневмосистемы Предназначен для комплексной подготовки забираемого воздуха, с целью соответствия его требованиям к использованию в пневмосистеме. |
|
|
Панель управления с ЧПУ Система ЧПУ SIMENS контролирует все узлы и агрегаты станка. Встроенное программное обеспечение является простым в освоении и позволяет программировать раскрой. В программе задаются скорость движения пильной каретки, размер готовых деталей, количество листов в пакете и другие технологические параметры. В дальнейшем станок работает по программе в автоматическом режиме. |









УСТАНОВОЧНЫЕ ГАБАРИТЫ:

Раскроечный центр с задней загрузкой FILATO NPL-330H серии INDUSTRIAL
В наличии
Цену уточняйте
Минск ∙
Доставка
Оплата и гарантии